Заштита од корозије у 2025. години: Зашто вруће цинковање и даље води
Вруће умакањеЦинчање(HDG) пружа врхунску дугорочну вредност за челичне пројекте. Његова јединствена металуршка веза пружа неупоредиву издржљивост од оштећења. Процес урањања обезбеђује потпуну, једнолику покривеност коју методе прскања не могу да понове. Ова двострука заштита значајно смањује трошкове одржавања током животног циклуса.
Вруће цинковањечини челик веома јаким. Ствара посебну везу која штити челик боље од боје.
Цинкање покрива све делове челика. Ово спречава појаву рђе на скривеним местима.
Поцинковани челик штеди новац током времена. Траје дуго и захтева мање поправки него други премази.
Шта чини вруће цинковање бољим избором?
Вруће цинковање (HDG) се издваја од других метода заштите од корозије. Његова супериорност потиче од три основне предности: стаљене металуршке везе, потпуног покривања урањањем и заштитног система двоструког дејства. Ове карактеристике раде заједно како би пружиле неупоредиве перформансе и дугорочну вредност.
Ненадмашна издржљивост захваљујући металуршкој вези
Боја и други премази се једноставно лепе на површину челика. Вруће цинковање ствара завршни слој који постаје део самог челика. Процес укључује потапање челичног дела урастопљени цинкзагрејано на приближно 450°C (842°F). Ова висока температура покреће реакцију дифузије, спајајући цинк и гвожђе.
Овим поступком се формира низ различитих слојева легуре цинка и гвожђа. Ови слојеви су металуршки везани за челичну подлогу.
Гама слојНајближи челику, са око 75% цинка.
Делта слојСледећи слој, са око 90% цинка.
Зета слојДебели слој који садржи приближно 94% цинка.
Ета слојСпољни слој од чистог цинка који даје премазу почетни сјајни изглед.
Ови испреплетени слојеви су заправо тврђи од основног челика, пружајући изузетну отпорност на хабање и оштећења. Чврсти унутрашњи слојеви отпорни су на огреботине, док дуктилнији спољашњи слој од чистог цинка може да апсорбује ударце. Ова металуршка веза је знатно јача од механичких веза других премаза.
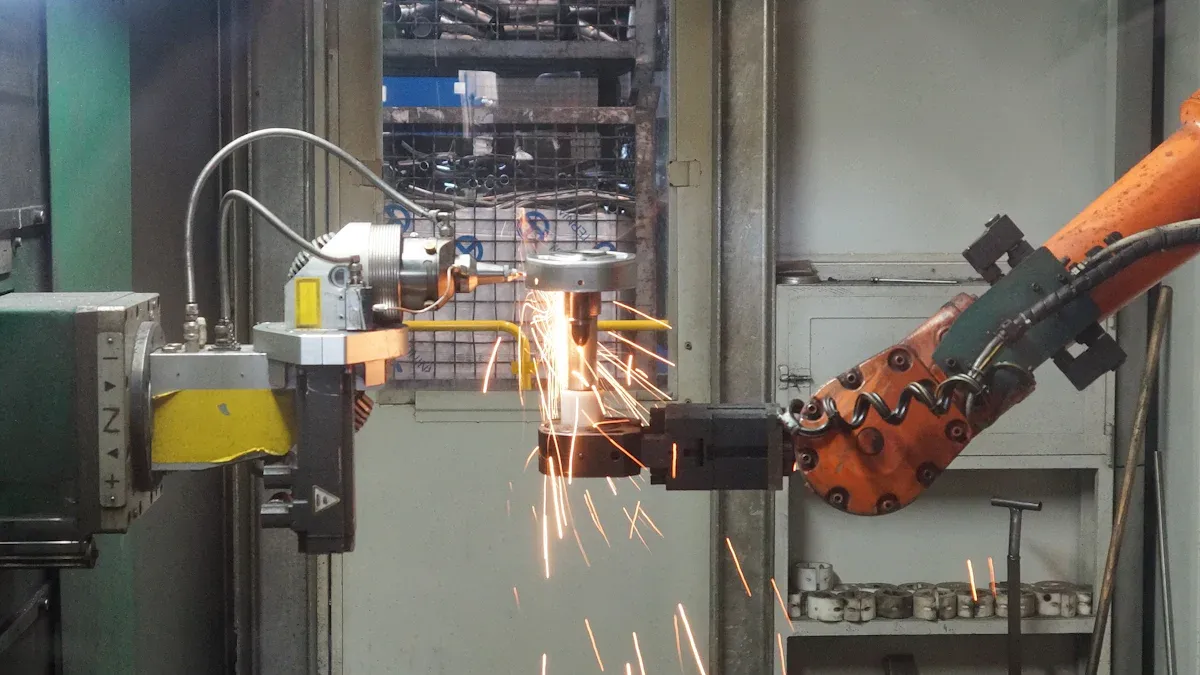
Тип премаза
Чврстоћа везе (psi)
Вруће поцинковано
~3.600
Остали премази
300-600
Ова огромна чврстоћа везе значи да је поцинковани премаз изузетно тешко љуштити или крзати. Поуздано подноси тешке услове транспорта, руковања и градње на лицу места.
Комплетно покриће за потпуну заштиту
Корозија проналази најслабију тачку. Боје у спреју, прајмер И други премази су подложни грешкама у примени, попут капања, цурења или пропуштених места. Ове мале несавршености постају почетне тачке за рђу.
Вруће цинковање елиминише овај ризик потпуним урањањем. Урањање целе челичне конструкције у растопљени цинк гарантује потпуно покривање. Течни цинк се разлива у, преко и око свих површина.
Сваки угао, ивица, шав и унутрашњи шупљи део добијају једнолики слој заштите. Ова покривеност „од ивице до ивице“ осигурава да нема незаштићених подручја изложених околини.
Ова свеобухватна заштита није само најбоља пракса; то је захтев. Глобални стандарди налажу овај ниво квалитета како би се осигурале перформансе.
АСТМ А123захтева да поцинковани слој буде континуиран, глатак и уједначен, без необложених подручја.
АСТМ А153поставља слична правила за хардвер, захтевајући потпуну и пријатну завршну обраду.
ИСО 1461је међународни стандард који осигурава да произведени челични предмети буду потпуно и једнообразно покривени.
Овај процес гарантује конзистентну заштитну баријеру дуж целе структуре, што је постигнуће које ручно прскање или наношење четком не може да понови.
Двоструко дејство: баријера и жртвена заштита
Поцинковани премаз штити челик на два снажна начина.
Прво, делује каобаријерни премазСлојеви цинка заптивају челик од контакта са влагом и кисеоником. Сам цинк је веома отпоран. У већини атмосферских окружења, цинк кородира брзином од 10 до 30 пута спорије од челика. Ова спора брзина корозије пружа дуготрајни физички штит.
Друго, пружажртвена заштитаЦинк је електрохемијски активнији од челика. Ако је премаз оштећен дубоком огреботином или бушењем, цинк ће прво кородирати, „жртвујући“ себе да би заштитио изложени челик. Ова катодна заштита спречава продирање рђе испод премаза и може заштитити гола места пречника до ¼ инча. Цинк у суштини делује као телохранитељ челика, осигуравајући да чак и ако се баријера пробије, структура остане безбедна од корозије. Ово својство самозарастања је јединствена предност...цинковање.
HDG процес: знак квалитета
Изузетан квалитет топло цинкованог премаза није случајан. Он је резултат прецизног, вишестепеног процеса који гарантује врхунску завршну обраду. Овај процес почиње много пре него што челик уопште дође у контакт са растопљеним цинком.
Од припреме површине до умакања у растопљени цинк
Правилна припрема површине је најкритичнији фактор за успешно премазивање. Челик мора бити савршено чист да би се одвијала металуршка реакција. Процес укључује три кључна корака:
ОдмашћивањеВрући алкални раствор уклања органске загађиваче попут прљавштине, масти и уља са челика.
КисељењеЧелик се урања у разблажену киселину да би се уклонили окалина и рђа.
ФлуксовањеЗавршно потапање у раствор цинк-амонијум хлорида уклања све последње оксиде и наноси заштитни слој како би се спречило стварање нове рђе пре цинковања.
Тек након овог ригорозног чишћења челик се урања у растопљену цинкову купку, обично загрејану на око 450°C (842°F).
Улога произвођача опреме за цинковање
Квалитет целог процеса зависи од машинерије. Професионални произвођач опреме за цинковање пројектује и гради напредне линије које омогућавају модерно висококвалитетно цинковање (HDG). Данас, водећи произвођач опреме за цинковање укључује аутоматизацију и сензоре у реалном времену за прецизну контролу. Ово осигурава да је сваки корак, од хемијског чишћења до управљања температуром, оптимизован. Штавише, одговоран произвођач опреме за цинковање пројектује системе који испуњавају строге еколошке и безбедносне стандарде, често укључујући системе затворене петље за руковање отпадом. Стручност произвођача опреме за цинковање је неопходна за конзистентне, висококвалитетне резултате.
Како дебљина премаза обезбеђује дуготрајност
Контролисани процес, којим управљају системи врхунског произвођача опреме за цинковање, директно утиче на коначну дебљину премаза. Ова дебљина је кључни предиктор века трајања челика. Дебљи, равномернији цинков премаз пружа дужи период и баријерне и жртвене заштите. Индустријски стандарди одређују минималне дебљине премаза на основу врсте и величине челика, осигуравајући да може да издржи предвиђено окружење деценијама уз минимално одржавање.
HDG наспрам алтернатива: Поређење перформанси за 2025. годину
Избор система заштите од корозије захтева пажљиво разматрање перформанси, издржљивости и дугорочних трошкова. Иако постоји много алтернатива,топло цинковањедоследно доказује своју супериорност када се директно упоређује са бојама, епоксидним смолама и прајмерима.
Против боја и епоксидних премаза
Боје и епоксидни премази су површински филмови. Они стварају заштитни слој, али се хемијски не везују за челик. Ова фундаментална разлика доводи до великих разлика у перформансама.
Епоксидни премази су посебно склони квару. Могу да пукну и љуште се, откривајући челик испод. Када се баријера проби, корозија се може брзо проширити. Управа за аутопутеве државе Њујорк је то сазнала из прве руке. У почетку су користили арматуру обложену епоксидом за поправке путева, али су премази брзо пуцали. То је довело до брзог пропадања путева. Након преласка на поцинковану арматуру за поправку моста, резултати су били толико импресивни да сада користе поцинковане материјале за своје пројекте.
Ограничења епоксидних премаза постају јасна када се упореде са HDG-ом.
Склона пуцању и љуштењу, што омогућава ширење рђе.
Самозацељујућа својства штите од огреботина и спречавају ширење рђе.
Издржљивост
Може лако пући током транспорта и инсталације.
Изузетно издржљиви слојеви легуре отпорни су на хабање и ударце.
Поправка
Нема могућности самосталне поправке. Оштећена подручја морају се ручно поправити.
Аутоматски штити мала оштећена подручја кроз жртвено дејство.
Наношење и складиштење такође представљају значајне изазове за епоксидне премазе.
Ризик од штетеЕпоксидна смола је крхка. Огреботине током транспорта или инсталације могу створити слабе тачке за корозију.
Осетљивост на УВ зрачењеЧелик са епоксидним премазом захтева посебне цераде за складиштење на отвореном. Мора остати покривен како би се спречило оштећење од сунчеве светлости.
Губитак адхезијеВеза премаза са челиком може ослабити током времена, чак и током складиштења.
Морска окружењаУ приобалним подручјима, епоксидни премази могу се лошије показати од голог челика. Со и влага лако искористе сваки мали недостатак у премазу.
У приобалним срединама, HDG показује своју отпорност. Чак и у подручјима са директним сланим ветровима, поцинковани челик може трајати 5-7 година пре него што му је потребно прво одржавање. Заштићена подручја на истој структури могу остати заштићена додатних 15-25 година.
Против прајмера богатих цинком
Прајмери богати цинком се често представљају као течна алтернатива цинкању. Ови прајмери садрже висок проценат цинкове прашине помешане са везивом за боју. Честице цинка пружају жртвену заштиту, али систем се ослања на механичку везу, слично као и обична боја.
Вруће цинковање, насупрот томе, ствара заштитне слојеве путем дифузионе реакције на високим температурама. Ово формира праве легуре цинка и гвожђа које се стапају са челиком. Прајмер богат цинком једноставно се лепи за површину. Ова разлика у везивању је кључ врхунских перформанси HDG-а.
Карактеристика
Вруће цинковање
Прајмер богат цинком
Механизам
Металуршка веза ствара издржљиве слојеве легуре цинка и гвожђа.
Цинк прах у везиву пружа жртвену заштиту.
Адхезија
Спојено са челиком са чврстоћом везе од ~3.600 psi.
Механичка веза зависи од чистоће површине; много је слабија.
Издржљивост
Изузетно тврди слојеви легуре отпорни су на абразију и ударце.
Мекши премаз, сличан боји, може се лако изгребати или ољуштити.
Погодност
Идеално за конструкциони челик у тешким, дуготрајним применама.
Најбоље за корекције или када ХДГ није могућ.
Иако прајмери богати цинком пружају добру заштиту, они не могу да се пореде са чврстином и дуготрајношћу правог поцинкованог премаза. Ефикасност прајмера у потпуности зависи од савршене припреме и наношења површине, а она остаје подложна огреботинама и физичким оштећењима.
Решавање уобичајених критика ХДГ-а
Уобичајена заблуда о топлом цинковању је његова почетна цена. У прошлости се топло цинковање понекад сматрало скупљом опцијом у почетку. Међутим, то више није случај 2025. године.
Због стабилних цена цинка и ефикаснијих процеса, HDG је сада веома конкурентан по почетним трошковима. Када се узму у обзир укупни трошкови животног циклуса, HDG је скоро увек најекономичнији избор. Други системи захтевају често одржавање и поновну примену, што значајно повећава трошкове током животног века пројекта.
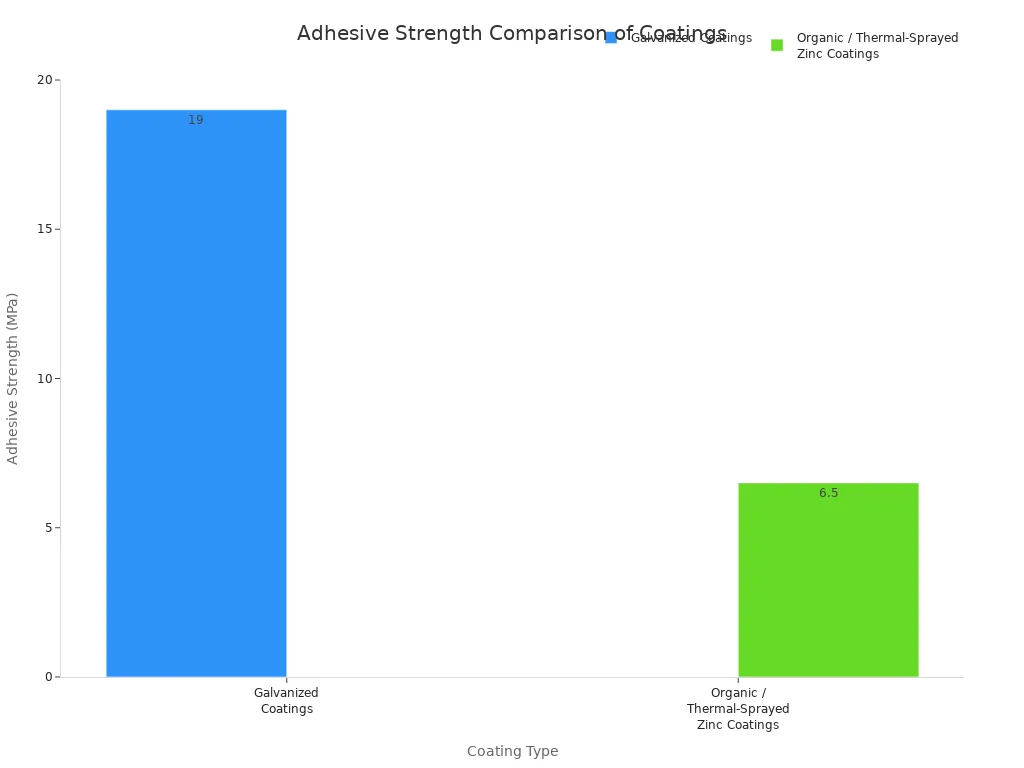
Америчко удружење галванизатора нуди калкулатор трошкова животног циклуса (LCCC) који упоређује HDG са преко 30 других система. Подаци доследно показују да HDG штеди новац. На пример, у једној студији моста са пројектованим веком трајања од 75 година:
Вруће цинковањеимао је трошкове животног циклуса4,29 долара по квадратном метру.
ЈеданЕпоксид/Полиуретансистем је имао трошкове животног циклуса61,63 долара по квадратном метру.
Ова огромна разлика долази од тога што HDG не захтева одржавање. Поцинкована конструкција често може трајати 75 година или више без потребе за већим радовима. Због тога је то најпаметнија финансијска инвестиција за дугорочне пројекте.